Proces výroby
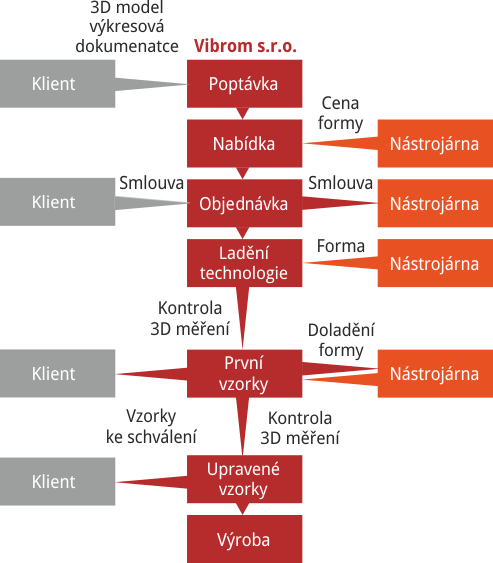
Samotné výrobě dílů předchází několika týdenní přípravný proces. Poptávka obsahující 3D modely a výkresovou dokumentaci je posouzena a je připravena nabídka pro zákazníka. Tato nabídka zahrnuje jak cenovou kalkulaci výrobku, tak náklady, které jsou spojené s výrobou formy. Je-li zákazník s nabídkou spokojen, přichází objednávka. V tomto bodě procesu je sepsána smlouva jak se zákazníkem, tak i s danou nástrojárnou na výrobu formy. Po zhotovení formy jsou zahájeny první pokusy výroby, dochází k ladění technologie i formy, jsou zhotoveny první výrobky, které jsou po výpalu zkontrolovány a přeměřeny na 3D měřáku. Odpovídají-li výsledné hodnoty výkresové dokumentaci, jsou vzorky odeslány k zákazníkovi. Jsou-li vzorky zákazníkem schváleny, přechází se k vlastní výrobě. Není-li zákazník spokojen, je opět provedeno ladění technologie a formy.
Výroba dílů, jak pro MIM, tak i pro CIM se skládá z několika základních kroků. Vstupní surovinou pro vstřikování je feedstock – směs prášku (keramického nebo kovového) a pojiva. Feedstock je roztaven ve šneku vstřikovacího lisu a pod tlakem vstříknut do formy. Z formy je odebírán velmi křehký díl, který se nazývá „green body“. U některých dílů dochází k dočišťování vtoků, či přetoků, které vznikají v dělící rovině formy. Dalším krokem výroby je debinding. Existuje mnoho druhů debindingového procesu, firma Vibrom s.r.o. nejčastěji používá termální a katalytický. V této fázi procesu dochází k odstranění pojiva z dílu, ten i nadále zůstává křehký a nazývá se „brown body“.

Sintrovací pec americké firmy Elnik Systems
Před slinováním (sintrací) je třeba díly poskládat do vhodných poloh, popřípadě i podložit, aby nedocházelo k deformaci. Obecně platí, že díly jsou slinovány mírně pod teplotou tání materiálu, ze kterého jsou vyrobeny. Reprezentativní vzorek dané šarže je změřen, aby bylo ověřeno, že výrobky odpovídají požadovaným rozměrům.
Slinuté díly se omílají, aby bylo dosaženo vyšší hladkosti povrchu. Po omílání přichází na řadu kontrola, ve firmě je prováděna 100 % kontrola, tedy každý jeden kus je zkontrolován na vady, jako jsou například praskliny – povrchové, v případě kovových dílů i podpovrchové. U některých výrobků je prováděno leštění funkčních ploch, zalisovávání do plastových držáků, lepení na protikusy atd., vše v závislosti na požadavcích zákazníka.

Politika kvality
Společnost Vibrom spol. s r.o. je malou rodinnou firmou s tradicí od roku 1993 a je jedinou firmou, která zpracovává kovové a keramické prášky technologií PIM v České republice. Cílem politiky kvality společnosti Vibrom spol. s.r.o. je získávat zákazníky, udržovat zákazníky, upevňovat důvěru a spokojenost zákazníků a vytvářet příjemné pracovní prostředí pro své zaměstnance.
Společnost klade důraz na poskytování služeb na světové úrovni v oblasti technologie PIM.
Flexibilita a požadavky zákazníka
Výhodou společnosti je její uspořádání, kdy vedení komunikuje se všemi fragmenty výroby. Proto je možné poskytovat zákazníkům rychlá a flexibilní řešení na míru jejich požadavkům a pružně reagovat na změny.
Důraz na kontrolu kvality
Největší důraz je v průběhu celé výroby kladen na kontrolu kvality, která je prováděna ve všech etapách výroby.
Neustálé vzdělávání zaměstnanců
Zaměstnanci včetně vedení společnosti jsou vzdělávání formou školení v odborných tématech, která jim pomáhají lépe a kvalitněji provádět jejich práci, či jim pomáhají porozumět procesům a postupům, které při své pracovní činnosti běžně provádějí.
Zlepšování
Cílem společnosti je neustálé zlepšování, jedná se jak o zlepšování výrobních procesů, tak o neustálou modernizaci technologií s cílem co největšího zefektivnění a usnadnění výroby.
Příjemné pracovní prostředí
Společnost se snaží vytvářet příjemné pracovní prostředí pro své zaměstnance a být atraktivním zaměstnavatelem. Nástroji k dosažení příjemného pracovního prostředí jsou jednosměnný provoz, finanční a nefinanční benefity a přímá komunikace s každým zaměstnancem osobně.
Právní a jiné požadavky
Vedení společnosti se zavazuje k plnění příslušných právních a jiných formálních požadavků.